


Раскрой металла — это обязательный этап при изготовлении любых металлоконструкций. Оптимизация раскроя сортового, пруткового, полосового, листового проката или труб обеспечивает рациональное планирование его потребности и экономное использование металлопроката в производстве.
Технология раскроя металла
Продуманный подход к раскрою на детали листа или другого сортового проката определяет минимальный расход материала по массе, отходу или стоимости на комплект заготовок.
Технологически процесс начинается с тщательной подготовки и расчетов. Наиболее важный этап этой подготовки — размерный анализ. Он позволяет согласовать размеры готовой детали с размерами исходной заготовки с учетом припусков.
Для решения задачи оптимального раскроя листового проката используют специальные алгоритмы оптимизации, включая методы линейного и нелинейного программирования. На российских предприятиях применяют широкий спектр программных комплексов. Исторически лидируют международные продукты — SigmaNest, TruTops (TRUMPF), BySoft (Bystronic). В условиях импортозамещения активно развиваются и внедряются отечественные решения — «Астра Резка», «Компас-Раскрой», «Вертикаль». При этом сохраняются альтернативные зарубежные системы, такие как Radan или AlphaCAM.
В результате расчетов создают оптимальный план расположения заготовок — карту раскроя, которая является основой для установления норм расхода.
Карта раскроя: что это такое
Карта раскроя — оптимальный план расположения заготовок на исходном материале (листе или плите). На практике — это файл для загрузки в память станка, который содержит исчерпывающий набор информации для операции. По этой информации станок делает листовой раскрой. Основная функция карты заключается в обеспечении максимально экономного использования материалов, а также оптимизации времени работы оборудования.
Назначение карты:
- Служит основой для установления прогрессивных, технически обоснованных норм расхода.
- Обеспечивает сокращение отходов, повышение производительности труда.
- Облегчает вырезку заготовок сложной формы.
- Используется с целью учета комплектности.
- Работает как элемент учетной системы, связанной с единой системой управления производства. Служит выходной информацией информационно-вычислительного центра в условиях централизованного раскроя, обеспечивает связь между различными службами предприятия — снабжение, конструкторский отдел, планово-производственный отдел, заготовительный цех.
Таким образом, карта раскроя, полученная на основе математического моделирования — основной элемент в нормировании расхода ресурсов. А наиболее объективной оценкой экономичности раскроя является коэффициент раскроя материала.
Коэффициент раскроя металла: расчет, значение
Для учета расходования листовых материалов на производстве используют коэффициент раскроя.
Коэффициент раскроя металла — это отношение площадей деталей (без площади отверстий, если они имеются) к площади листа (полосы, ленты), из которого вырезаются заготовки или готовые детали:
где:
Крас — коэффициент раскроя материала;
Sд, Sл — площадь детали и листа, мм2;
n — количество полученных из листа деталей, штуки;
f — площадь поверхности контура детали, мм2;
B и L — ширина и длина листа (полосы, ленты), мм.
Крас= Sд/Sл или Крас= nf/BL,
где:
Крас — коэффициент раскроя материала;
Sд, Sл — площадь детали и листа, мм2;
n — количество полученных из листа деталей, штуки;
f — площадь поверхности контура детали, мм2;
B и L — ширина и длина листа (полосы, ленты), мм.
По сути, коэффициент раскроя металла отражает эффективность использования материальных ресурсов в производстве. Чем ближе этот коэффициент к единице, тем рациональнее используется металлопрокат.
Оптимизация раскроя с помощью теоретического анализа — экономико-математических методов — позволяет значительно повысить коэффициент раскроя:
- для пруткового проката — до 2-5%,
- для листовых материалов — до 3-10%.
Современные виды и способы раскроя металла
Рубка гильотиной
Применяют для резки листовых материалов. Для толщин 0,45-2,5 мм используют простые механические приспособления, а для более толстых металлов — 20 мм — электрические или пневматические ножницы гильотинного типа.
Преимущества:
- Высокая скорость работы с тонколистовыми заготовками.
- Возможность выполнять прямой чистый рез.
Недостатки:
- Возможность выполнять только прямой рез.

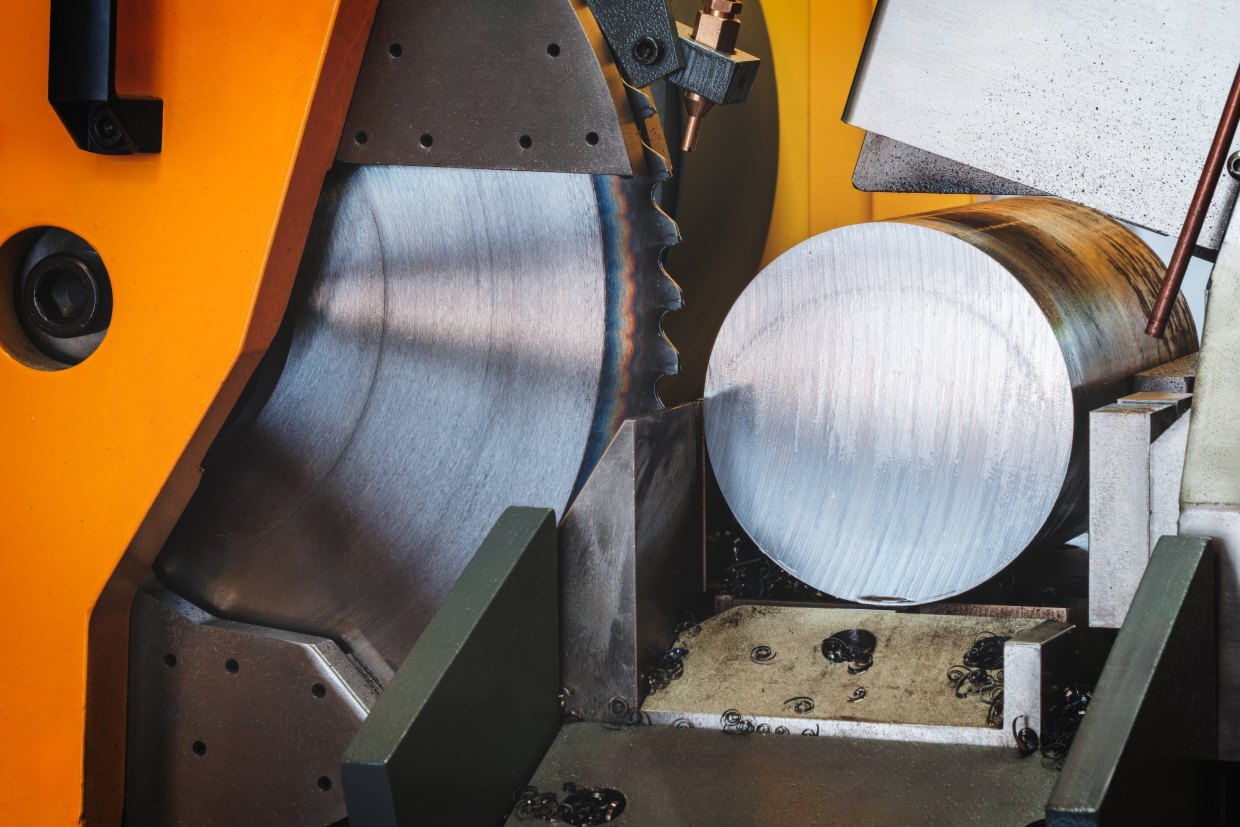
Резка ленточными или дисковыми пилами
Применяют для раскроя круглого или прямоугольного проката, профилей, труб. Возможность распила твердых и жаропрочных металлов, обеспечивая высокую точность, минимальный отход материала. При выборе этого способа раскроя толщина пропила составляет 0,08 см.
Преимущества:
- Высокая производительность.
- Возможность выполнять как прямой рез, так и рез под углом.
- Высокая точность реза.
- Минимальная ширина пропила.
Недостатки:
- Невозможность выполнения фигурного реза.
Лазерная резка
Высокотехнологичный метод раскроя листового металла, востребован в промышленности, строительстве. Основан на способности лазерного луча нагревать и расплавлять обрабатываемый материал. При этом мощность лазера корректируется в зависимости от плотности материала — углеродистой, нержавеющей стали, титана или цветных металлов.
Обеспечивает экономию благодаря малой ширине разреза — всего 1,2 мм. Максимальная толщина реза не превышает 20 мм. Расходные материалы — электроэнергия, газ.
Преимущества лазерной технологии:
- Высокая скорость работы с тонколистовыми заготовками.
- Возможность получения различных форм, а также сложных геометрических конфигураций.
- Незначительная зона термического воздействия.
- Отсутствие деформации.
- Возможность полностью автоматизировать процесс.
Недостатки:
- Высокая стоимость установки, а также ее обслуживания, ремонта.
- Термическое воздействие может приводить к изменениям в структуре металла.
- Высокая энергоемкость процесса.
- Узкий диапазон обрабатываемых материалов, их толщины.
- Невозможность разрезать светопропускающие материалы.
- Выделение вредных газов.

Плазменный раскрой
Принцип работы оборудования плазменной резки основан на свойствах плазменной дуги – она местно расплавляет и удаляет материал с места разреза. При этом обычно используют постоянный ток прямого действия.
Такой способ позволяет резать любые металлы и их сплавы, включая углеродистую, нержавеющую или высоколегированную стали, чугун, медь, латунь, бронзу, алюминий, титан, а также биметаллы.
В отличие от лазерной технологии, плазменная позволяет обрабатывать материалы максимальной толщины. В техпаспорте к такому оборудованию именно этот показатель, для углеродистой стали, указывается в качестве максимального. Однако, если приобретается аппарат для резки, например, меди, необходимо скорректировать толщину металла на 30%.
В качестве расходных материалов используют электроэнергию и газ, нейтральный или раскисляющий. Нейтральный газ, например, аргон, не вступает в реакцию с металлом, стабилизирует плазменную дугу. Раскисляющий, например, кислород, активно взаимодействует с расплавом, улучшая качество среза, ускоряя раскрой.
Преимущества плазменной резки:
- Возможность автоматизации процессов.
- Оборудование, как правило, имеет доступные цены.
- Обеспечивает резку листовых материалов малой, средней толщины — до 80 мм.
- Высокая скорость рабочего процесса.

К скорости предъявляют определенные требования. При ее падении неэффективно расходуется плазмообразующий газ. Это приводит к накоплению трудноудалимого шлака на обратной стороне заготовки. К таким же последствиям приводит и излишне высокая скорость, при которой происходит осцилляция плазменной дуги.
Как и у любого другого метода, у плазменной резки есть ограничения:
- Подходит только для токопроводящих материалов.
- Существует риск появления микротрещин, оплавлений, обгораний, а также структурных изменений в материале.
- Высокий уровень шума, необходимость защиты от УФ-излучения.
- Потребность в последующей обработке мест разреза.
- Риск создания взрыво-, пожароопасной ситуации.
- Низкая экологичность процесса, вредное воздействие на окружающую среду, выделение газов во время резки, необходимость устройства мощной вентиляции при работе в закрытых помещениях.
Газокислородный раскрой
Кислородная резка — термический метод раскроя деталей, который отличается низкой стоимостью оборудования, незначительными расходами при обслуживании. В качестве расходных материалов — газ для нагрева и газ для резки.
Этот метод наиболее эффективен при работе с материалами большой толщины, но подходит только для углеродистых сталей. Позволяет обрабатывать заготовки до 300 мм и более.
Среди недостатков: значительная зона термического воздействия, широкий рез, а минимальное расстояние между двумя резами — 10 мм. Качество резки во многом зависит от состояния поверхности материала.
Другие способы: гидроабразивный и электроэрозионный (проволочный)
Гидроабразивная резка — единственный способ, технология которого предусматривает наличие воды. В основе метода — использование струи с абразивными частицами кварцевого или гранатового песка определенной фракции. При скорости струи 800-1200 м/с, ее кинетическая энергия преобразуется в механическую силу резки.
Гидроабразивный метод применяют для раскроя камня, плитки, стекла, листа металла толщиной до 300 мм, поролона, резины, пластика и т.д.
Преимущества:
- Возможность автоматизации процессов.
- Отсутствие термического воздействия на заготовку исключает деформацию кромки или всей заготовки, изменения в структуре материалов или выгорание легирующих элементов.
- Качество, геометрия. Обеспечивает резку сложных контуров любой кривизны. Образуется чистый разрез без продуктов пригорания или оплавления.
- Минимум отходов. Ширина разреза — до 1,5 мм с минимумом отходов.
- Экологичность, безопасность. Отсутствуют выбросы газа или токсичные испарения, а использованные гранатовый песок и вода подлежат вторичной обработке.
Недостатки гидроабразивного способа:
- Значительная стоимость гидроабразивного раскроя по сравнению с остальными способами.
- Высокая потребность в дорогих расходных материалах — абразиве, а также быстрый износ рабочих деталей установки.
- Низкая скорость обработки тонколистовой стали.
Электроэрозионная проволочная обработка — это еще один метод раскроя металла. Отличается высокой точностью — 5-10 мкм. Позволяет производить раскрой заготовок толщиной 1 000 мм. Кроме этого, возможна пакетная резка листов малой толщины, а также гофрированных материалов.
Главный недостаток — низкая скорость резки.
Сравнение современных методов раскроя листа на детали
Для удобства, сравним перечисленные методы по ключевым технологическим, экономическим параметрам — максимальной толщине обрабатываемого материала и общей стоимости раскроя. Сравнительная оценка этих факторов поможет быстро определить, какой способ наиболее целесообразен для конкретного производственного задания.
Таблица сравнения методов
Ingro: экономичный раскрой металла для вашего производства
Рациональное использование металлопроката сегодня — не просто вопрос экономии, а стратегическая необходимость. В Ingro вы получаете комплексное решение для повышения эффективности производства — от аудита конструкторской документации до поставки готового заказа.
Получите расчет стоимости за пару кликов на нашем сайте. Подберем оптимальный метод раскроя под конкретные задачи и передадим заказ на проверенное производство.


